машина для обработки древесины с целью придания ей необходимых размеров и формы. На Д. с. из древесного сырья вырабатывают различные материалы и полуфабрикаты (брусья, доски, фанеру, стружку, древесные плиты и прочее), детали изделий и конструкций (для мебели, с.-х. машин, вагонов, судов и т.д.), а также готовые изделия (мебель, окна, двери, паркет, перекрытия к зданиям, тару, лыжи, музыкальные инструменты, канцелярские принадлежности и др.).
По роду выполняемой работы Д. с. делятся на дереворежущие, гнутарные, сборочные, для нанесения клея и отделочные. Наиболее распространены в промышленности дереворежущие станки. На таких станках различными дереворежущими инструментами от древесины отделяется некоторая часть с целью получения заготовок, деталей или изделий заданных размеров и форм с поверхностями требуемого качества. Резание древесины выполняется распиливанием, фрезерованием, строганием, сверлением, долблением, точением, лущением и шлифованием. Стружка может быть либо отходом производства, либо продукцией (например, шпон при лущении и тонкая дощечка при безопилочном резании). Бесстружечное резание происходит при раскалывании (дровокольные станки), разрезании шпона (ножницы), вырезании штампами (шпонопочиночные станки), дроблении (дробильные и рубительные станки).
Распиливание выполняется пилами, совершающими возвратно-поступательное, вращательное или прямолинейное движение. Фрезерование осуществляется вращающимися резцами (прямолинейными ножами или фасонными фрезами), строгание производится на строгальных станках, у которых режущие ножи установлены неподвижно (движется заготовка) или совершают возвратно-поступательное движение и срезают тонкий поверхностный слой древесины. Сверление и долбление выполняются специальными свёрлами на сверлильных, сверлильно-пазовальных и долбёжных станках. Долбление обычно производится долбёжным инструментом для образования в древесине отверстий, главным образом для шиповых соединений. В процессе точения стружка равномерной толщины срезается с поверхности вращающегося тела. Лущение представляет собой развёртку цилиндра по спирали в тонкую ленту (шпон). Лущение аналогично точению при радиальной подаче, но сопровождается обжимом стружки (шпона) и производится после предварительного пропаривания обрабатываемой древесины. При шлифовании древесины роль резцов выполняют зёрна абразивных материалов. Дробление осуществляется в дробильных или рубильных станках роторного и дискового типов с целью получения из кусковых отходов деревообрабатывающих производств (реек, горбылей и т.д.) технологической щепы для целлюлозных предприятий. На таких станках кусковые отходы дробятся ножами, установленными на валу, или металлическими планками, закреплёнными на вращающемся роторе станка.
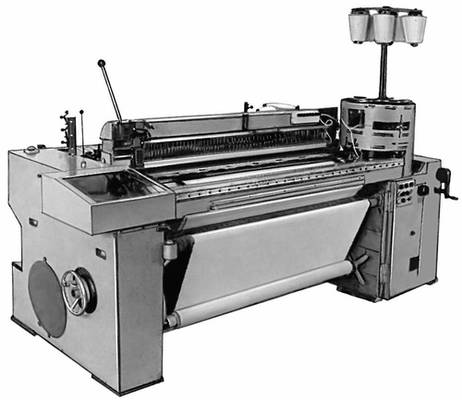
По способу обработки древесины, характеризуемому видом применяемого процесса резания, конструкцией режущего инструмента, особенностями исходного сырья, различают Д. с. (см. рис.): распиливающие, фрезерующие, строгальные, сверлильные, токарные, лущильные, шлифовальные, дробильные и др. По специализации дереворежущие станки делят на станки общего назначения, широко применяемые в различных отраслях народного хозяйства, и специальные - для работ, выполняемых только в определённых производствах. В небольших мастерских обычно используют разнооперационные станки (комбинированные и универсальные). Комбинированные станки имеют несколько установленных на общей станине шпинделей, каждый из которых может работать независимо от других, а универсальные снабжены одним шпинделем, на котором попеременно укрепляют различные инструменты. Отдельную группу составляют многооперационные автоматы и полуавтоматы, агрегатные станки, автоматические линии и станки-комбайны, выполняющие (одновременно или последовательно) несколько операций на обрабатываемой детали. Автоматические линии широко распространены на крупных специализированных предприятиях. Для дереворежущих станков (особенно круглопильных, ленточнопильных, фрезерных, шлифовальных) характерны высокие скорости резания (20-60 м/сек), а иногда 100 м/сек и более. В связи с большими скоростями резания рабочие валы многих типов станков имеют частоту вращения 3-6 тыс. об/мин, а копировально-фрезерных станков - до 30 тыс. об/мин.
Станки с возвратно-поступательным движением инструмента (лесопильные рамы, фанерострогальные и некоторые др.) имеют небольшую скорость резания, не превышающую 7-8 м/сек. Подача у дереворежущих станков обычно механическая (до 100 м/мин). Большинство станков снабжено индивидуальными электроприводами мощностью от 0,5 до 200 квт. На современных станках и автоматических линиях широко используются гидро- и пневмоприводы, фотореле, ток повышенной частоты (100-400 гц), дистанционное управление.
Гнутарные станки придают древесине требуемую форму путём изгиба без нарушения связи между частицами древесины (см.
Гнутьё древесины). На сборочных станках выполняют работы по соединению отдельных деталей в узлы и изделия. К ним относятся станки для сборки деталей, склеивания, соединения шипами, шурупами, нагелями, гвоздями, скобами и т.д. Станки для нанесения клея оснащены вальцами, покрытыми резиной, или щёточными, дисковыми, роликовыми или впрыскивающими механизмами. Отделочные станки предназначены для окраски изделий и нанесения на их поверхность декоративных и защитных покрытий, обработки лаковых покрытий (шлифования и полирования). Красители наносятся на станках с вальцами; декоративные, лаковые и защитные покрытия - на специальных лаконаливных машинах, на линиях с применением струйного облива. Для шлифования поверхностей изделий под покрытие лаками служат шлифовальные станки - обычно ленточного типа (многоленточные проходные); поверхности (изделия) полируются на станках вальцового типа, а иногда при помощи тампонов. Наиболее производительны и распространены станки вальцового типа, у которых вальцы собраны из специальных хлопчатобумажных дисков. См. также
Деревообрабатывающая промышленность.
Лит.: Песоцкий А. Н., Лесопильно-строгальное производство, М. - Л., 1958; Афанасьев П. С., Конструкции деревообрабатывающих станков, 3 изд., т. 1, М., 1960; Якунин Н. К., Круглые пилы и их эксплуатация, М. - Л., 1960; Деревообрабатывающее оборудование. Каталог-справочник, М., 1965; Власов Г. Д., Куликов В. А., Родионов С. В., Технология деревообрабатывающих производств, 2 изд., М., 1967.
Н. К. Якунин.
Схематическое изображение принципа работы деревообрабатывающих станков: 1 - лесопильный (лесопильная рама), 2 - ленточнопильный; 3 и 4 - круглопильные; 5 - с возвратно-поступательным движением пилы; 6 - лобзиковый; 7 - шипорезный; 8 - круглопильный с цилиндрической пилой; 9 - сверлильно-зенковальный; 10 - сверлильно-фрезерный; 11 - сверлильно-долбёжный; 12 - токарный; 13 - круглопалочный; 14 - токарно-фрезерный; 15 - цепнофрезерный; 16 - фуговальный; 17 - рейсмусовый; 18 - 4-сторонний строгальный; 19 - фрезерный; 20 - пазовально-фрезерный; 21 - копировально-фрезерный; 22 - шипорезно-фрезерный; 23 - поперечно-строгальный; 24 - циклевальный; 25 - продольно-строгальный; 26 - лущильный; 27 - дробильный; 28 - рубильный; 29 - с контактными утюжками; 30 - дисковый; 31 - с контактным вальцом; 32 - цилиндровый.








.jpg?width=200 "Вверху: Горизонтальный ткацкий станок (изображен вертикально). Древний Египет. Бени-Хасан. Среднее царство<br />Под ним: Рама для плетения циновок. Древний Египет. Среднее царство")